Wëllkomm op eisen Websäiten!







HJY-QJ02 Duebelwellenbandschneidmaschinn
| Maschinnbreet | 1,3 Milliounen 1,6 Milliounen |
| Schneidpräzisioun | +/-0,1 mm |
| Max. Schnëtt-OD | 160mm/230mm |
| Min. Schnëttbreet | 1mm |
| ID vum bannenzege Kär | 1"-3" |
| Optional Deeler: | |
| 1. Schneidwelle vun enger anerer Gréisst | 1”-3” Wellen sinn op Ufro verfügbar |
| 2. Schneidënnerstëtzer | Fir d'Ënnerstëtzung vun der Holzroll beim Schneiden vun engem Kär ënner 38 mm oder 25,4 mm |
| 3. Sécherheetsofdeckung | Fir de Bedreiwer während der Produktioun ze schützen, ass dëst konform mat der CE-Reguléierung. |
| 1. Haaptundriffsdeel | En Innomotics AC Motor mat Inverter gëtt benotzt. |
| 2. Zentral Steiereenheet | Eng programméierbar zentral Steierung gëtt benotzt an 50 Gréissten kënnen op der selwechter Well fir den automatesche Rollenschneiden agestallt ginn. |
| 3. Bedienungspanel | All Funktioune ginn um 10" LCD Touchpanel bedriwwen. |
| 4. Motorsteierungssystem | De zentralen Kontrollsystem ass e programméierbare PLC-Controller. |
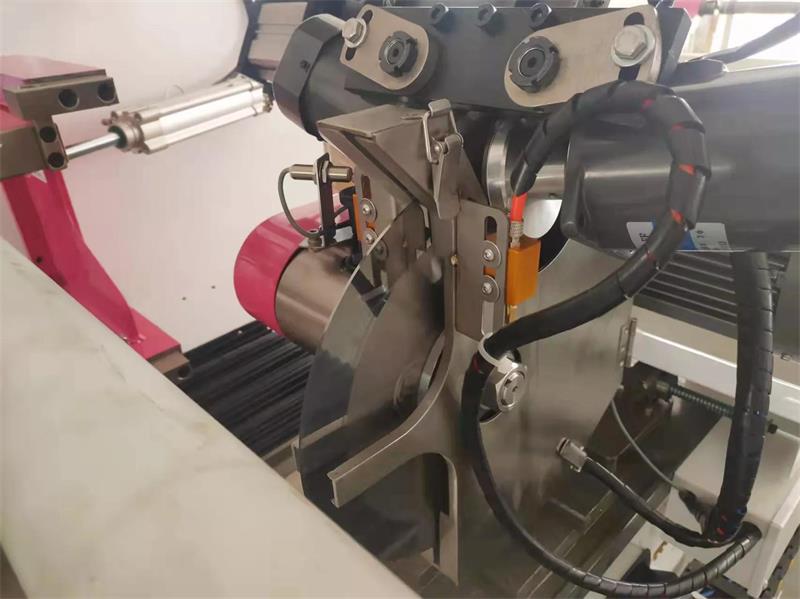
| 5. Schneidpositionéierungssystem: | D'Schnëttpositionéierung gëtt vum Mitsubishi Servomotor gesteiert. Déi importéiert héichpräzis Kugelschrauf gëtt benotzt fir d'Gréisst anzestellen an d'linear Gleitschinn soll d'Laascht vum Schneidersëtz droen. |
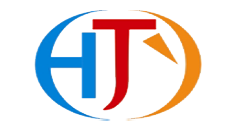
| 6. Positionéierungssystem fir d'Klingenzufuhr | D'Klingenzufuhr gëtt vun engem Mitsubishi Servomotor gesteiert, an d'Schnëttgeschwindegkeet ass an dräi Stufen justierbar. |
| 7. Automatesch Wénkelajustéierung vun der kreesfërmeger Klingen | E Mitsubishi Servomotor gëtt benotzt fir de kreesfërmegen Klingenwénkel ze berechnen an d'Wénkelännerung ass jee no Material (de Wénkelännerungsberäich ass ±8°). |




Schreift Är Noriicht hei a schéckt se eis
Produktkategorien
-

HJY-QJ04 Véier-Achs Roll Wiessel Automatesch Band...
-

HJY-QJ06 Sechs-Wellen-Bandschneidmaschinn
-

Hjy-Fq01 Héichqualitativ grouss Duerchmiesser Roll Hausdéier T ...
-

FQ08 Automatesch Duebelwellen-Schnëtt-Réckwicklungsmaschinn ...
-

HJY-FJ03 Kleng Kär Uewerfläch Rewinder Band Rewinder ...
-

PE-Film Hëtztuewen Tunnel Thermo Bopp Band Schrëft ...